首页 > 新闻中心 > 单筒冷却机的熟料冷却过程和增效方法
首页 > 新闻中心 > 单筒冷却机的熟料冷却过程和增效方法
发布时间:
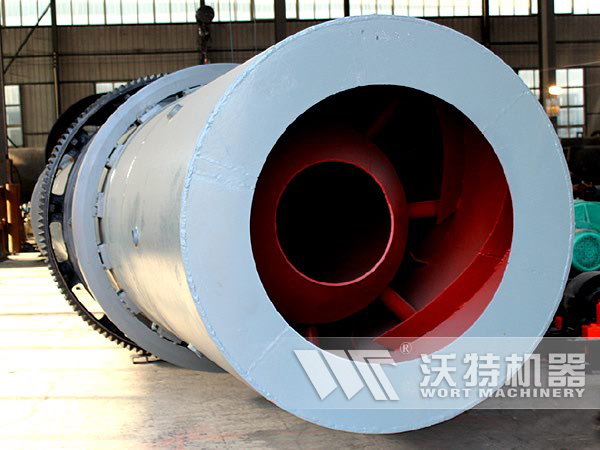
单筒冷却机与回转窑相类似,是更早使用的冷却机,它是一个支承在二对托轮上的回转圆筒,内部装设耐火衬料和扬料装置。冷却机是回转窑系统的重要配套设备之一,在工作过程中,熟料由窑头卸落在冷却筒内,被扬料板提升与撒落,冷空气从冷却机出料端吸入,与熟料逆流接触并进行热交换,加热后空气全部进入窑内。单筒冷却机按照与回转窑的相对布置方式不同,可分为逆流式与顺流式两种。

单筒冷却机布置在回转窑的下面,需要提高烧成车间基础的高度。单筒冷却机的筒体直径一般为2.0~5.0m,长度为20~50m,长径比为10~12,斜度为3~4%。单筒冷却机的单位容积生产能力为2.5~3.5t/m³。出冷却机熟料温度一般为150~300℃,入窑二次空气温度为400~750℃,干法窑的单筒冷却机热效率一般为55~75%,湿法窑单筒冷却机的热效率约为78%左右。
1、非扬料区内高温熟料与空气接触的对沉传热,由于本区内不设扬料板,高温熟料聚集在筒体底部,对流传热面积(即熟料暴露在空气中的表面积)太小,传热速率慢。
2、非扬料区内高温熟料向耐火衬里的辐射传热和耐火衬里与空气的对流传热,由于间接传热热阻增加和耐火衬里表面积有限,传热速度有限。
3、热量由于熟料通过各种传热传到筒体内表面再传到筒体外表面后的筒体散热。这部分热量不能加热二次空气,为热量损失,是要尽量避免的。
4、扬料区筒体底部和扬料板内熟料与空气的对流传热,也因为熟料与空气接触的表面积小,传热速度慢。
5、扬料区内悬浮在空气中的熟料与空气的对流传热,这是单筒冷却机主要的热交换过程,由于熟料悬浮在空气中,每颗熟料表面都充分暴露在空气中,对流传热面积大。
6、其它一些传热,如熟料向空气的热辐射传热等通常可以忽略不计。

要提高单筒冷却机的冷却速率,更有效的于段是提高扬料区内熟料的悬空率(悬浮在空气中的物料量与总物料量之比)。由理论推导得知悬空率与筒体回转速度一次方和筒体直径二分之一次方及扬起率一次方成正比,对一定直径的单筒冷却机扬起率可以设计成很,而要提高悬空率必须加快筒体回转速度。
目前单筒冷却机的回转速度均较低,一般为3~4r/min,经计算传统型单筒冷却机的悬空率只有3%一5%左右,也就是说机内真正在进行强烈热交换的物料只有物料总量的小部分,大部分物料被“埋没”在筒体下和扬料板内。如果扬料板升起时物料能够满载,则单筒冷却机回转速度每增加一倍,意味着悬浮在空气中的熟料量及其传热面积可增加一倍,而传热量也可近于增加一倍。
新型单筒冷却机增效的基本原理主要就是要强化这种熟料的“悬浮效应”。而要实现这种“悬浮效应”的更有效手段为:在优化内部装置以获得更好的扬料密度分布和较大扬起率的前提下,大幅提高单筒冷却机的转速。但具体提高到多少为宜,尚需结合机械和其它方面问题进一步研究。
河南沃特机器集团是工业破碎、磨粉、烘干、冷却设备制造业的主力军,倡导节能减排,服务水泥、冶金、钢铁等生产企业,促进经济社会的可持续发展。